


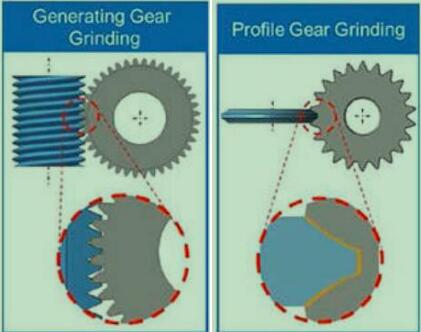
新G 400连续展成磨齿机
立式展成磨齿机 低成本, 高生产率

•磨齿加工最大外径400毫米.
• 轴类工件长度750 mm.
..(工作台和尾座的最大距离1.000 mm)
•此类机床致力于高速加工节拍的高精度生产.
•蜗杆砂轮尺寸
300x160x160 mm
•可选成形磨砂轮
外径300-220 mm
•可选的软件:
• 扭曲控制
• 超精磨
咨询电话:135 2207 9385

G 400主要技术参数
模数 (展成磨) 0,5 - 7 mm
模数 (成形磨) 0,5 - 8 mm
工件直径 400 mm
最大工件长度 750 mm
刀具主轴转速 8.500 rpm
蜗杆砂轮外径 300 mm
蜗杆砂轮长度 160 mm
成形磨砂轮直径 300-220 mm
砂轮类型 陶瓷
切向行程(Y 轴) 220 mm
轴向行程(Z 轴) 400 mm
刀具主轴功率 42 kW
工件主轴扭矩 740 Nm
工件主轴转速 1.500 rpm
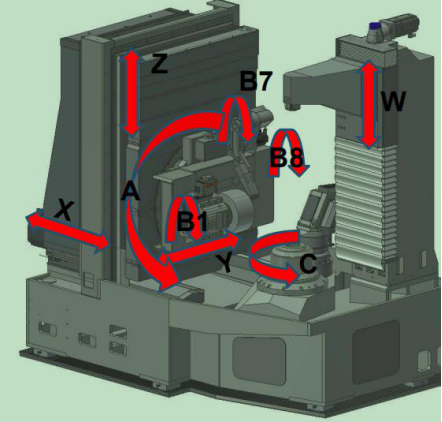
G 400机床轴
X 立柱径向移动
Z 砂轮轴向移动
A 磨头摆角动作
Y 磨头窜刀轴
B1 砂轮旋转轴
C 工件旋转轴
B7+
B8 油嘴轴和对刀轴
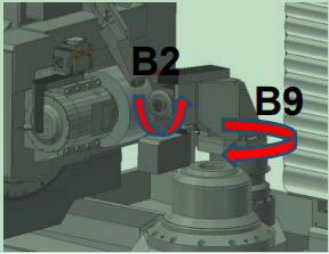
B9 修整器摆动轴
B2 修整轮旋转轴
W 尾架定位和夹紧轴
磨削主轴
磨削主轴采用高刚性和持续稳定性设计
• 最高转速 8500 rpm, 85 牛米
取消了砂轮尾座和采用了快换系统。
• 内部整合自动动平衡
• 砂轮法兰配合锁紧螺母实现了快速更换
• 声呐系统实现砂轮修整轮自动对刀
• 声呐系统实现了砂轮工件自动对刀
G 400修形特点
4个修整轮即可跨越模数0.75 到7 mm:
1°) = 0.75 – 1.5 mm;
2°) = 1.5 – 3 mm;
3°) = 3 – 4.5 mm;
4°) = 4.5 – 7 mm.
加工软件可实现不更换修整轮的情况下压力角+/- 0.5°调整。
软件自动计算渐开线起始圆和终止圆之间的分度圆。以保证砂轮宽度在顶圆处不会异常小从而产生磨损。
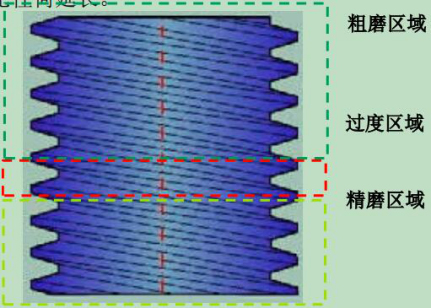
避免扭曲和齿面任意扭曲能力
1.SU扭曲控制软件的优势是可以显著增加每次修形后的工件加工数量。
砂轮将被分为3个区域,每个工件的粗磨循环都在粗磨区域进行,扭曲的实现在精磨区域实现。
2.由于同时修整砂轮两面,将不增加砂轮修整时间。
3. 磨削时间无任何延长。
超精磨 – 采用陶瓷砂轮
分3刀磨削:
1.粗磨
2.精磨
3.超精磨
SU具有知识产权的SFC软件
• 用于加工平衡轴齿轮(齿宽小于3.8毫米)
• 加工节拍比传统方式更加高效
• 兼得齿形齿向防扭曲和齿向鼓形量要求
• 磨削示例:齿数51,模数1.35,齿宽3.75,螺旋角26度,压力角15度,留磨量0.09毫米/面
• 加工节拍:地对地35秒/件
• 加工精度:齿形扭曲<1.6um,齿向扭曲<2.3um,齿向鼓形量>3um.








