

在快速发展的现在,越来越多的市场需求是更加精密小巧的零件,而加工这类零件就需要更加精密且更小刀尖圆弧的刀片。作为一家百年企业,瑞士阿格顿如何磨削此类具有挑战的小圆弧刀片呢?
1.设备基体
阿格顿机床采用大理石和铸铁相结合方式,优势在于大理石具有良好的吸震性能,能够减少加工过程中的震动和噪音,提高加工精度,保证了机床具有高刚性,高稳定性和较小的热变形,从而具备了稳定生产的条件。而铸铁可以轻松打孔,安装一些必要的附件。两者组合,充分发挥了各自的优势。
2.控制系统
阿格顿周边磨床采用力士乐最先进的Indra Control控制系统,精确驱动控制各轴的运动,具有高速、高精度、高稳定性的特点。能够实现对磨削过程的精准控制,确保加工精度和稳定性。
3.强大的软件算法

阿格顿拥有自主开发的编程语言,编程简单明了,只需一行代码就可以完成圆弧的磨削。但是这简单的指令后面是强大的算法做支撑。阿格顿不仅有常用的锥圆弧和柱圆弧,而且还可以支持自定义圆弧。这样极大的方便研发人员设计开发不规则圆弧。
4.可视化的磨削力功能
阿格顿具有可视化的磨削力功能,即砂轮和刀片的之间的受力实时的显示在屏幕上,这样可以方便我们判断此时砂轮是在磨削刀片还是在挤压刀片。当我们磨削周边时,磨削力比较稳定,那么我们在磨削圆弧时就可以与面完美过渡。反之,磨削周边时磨削力不稳定,边和圆弧就很难完美相切。通过磨削力,我们也可以选取合适的砂轮,优化现有的程序和参数,提高加工效率,而且也可以间接的反馈客户毛坯的一致性。
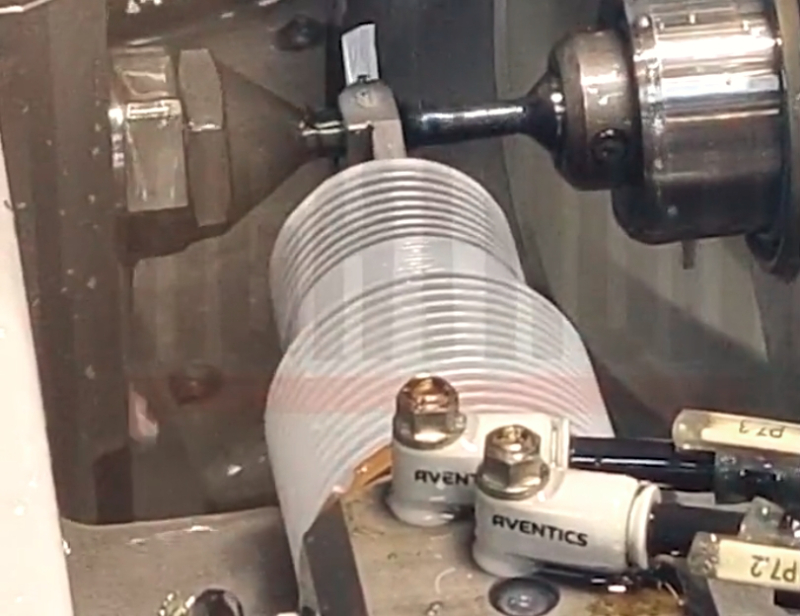
当我们具备以上条件时,我们磨削小圆弧就很轻松了,以下就是我们在磨削时的效果,可以看出虽然圆弧很小,但是和周边完美过渡。

咨询电话:13522079385
下图为测试时的磨削力曲线,磨削过程非常稳定。如果磨削力稳定了,它的几何尺寸也不会跳动特别大。







